
By Franky Nguyen, AVF Decolletage
Table of Contents
- Introduction
- Understanding Crimping Mechanics
- 7 Critical Causes of Cracking During Crimping
- How to Prevent Cracking During Crimping
- Conclusion
- FAQ
Introduction
Cracking during crimping is one of the most common and costly issues in precision machining, especially in connector pins, terminals, and electrical contact components.
Crimping is widely used because it creates strong mechanical and electrical connections without soldering. However, when the process fails, the consequences can be severe:
- Assembly failures
- Field reliability issues
- Increased scrap rates
- Delivery delays and customer complaints
At first glance, cracking may seem random. In reality, cracking during crimping is predictable — and preventable.
At AVF Decolletage, we encounter this issue regularly in high-volume production, particularly with brass connector pins. Through testing, process optimization, and collaboration with customers, we have identified the real root causes.
👉 You can also read our guide on
Hidden Costs in CNC Machining:
https://avfdecolletage.com/hidden-costs-in-cnc-machining/
In this article, we break down the 7 critical causes of cracking during crimping and how to eliminate them.
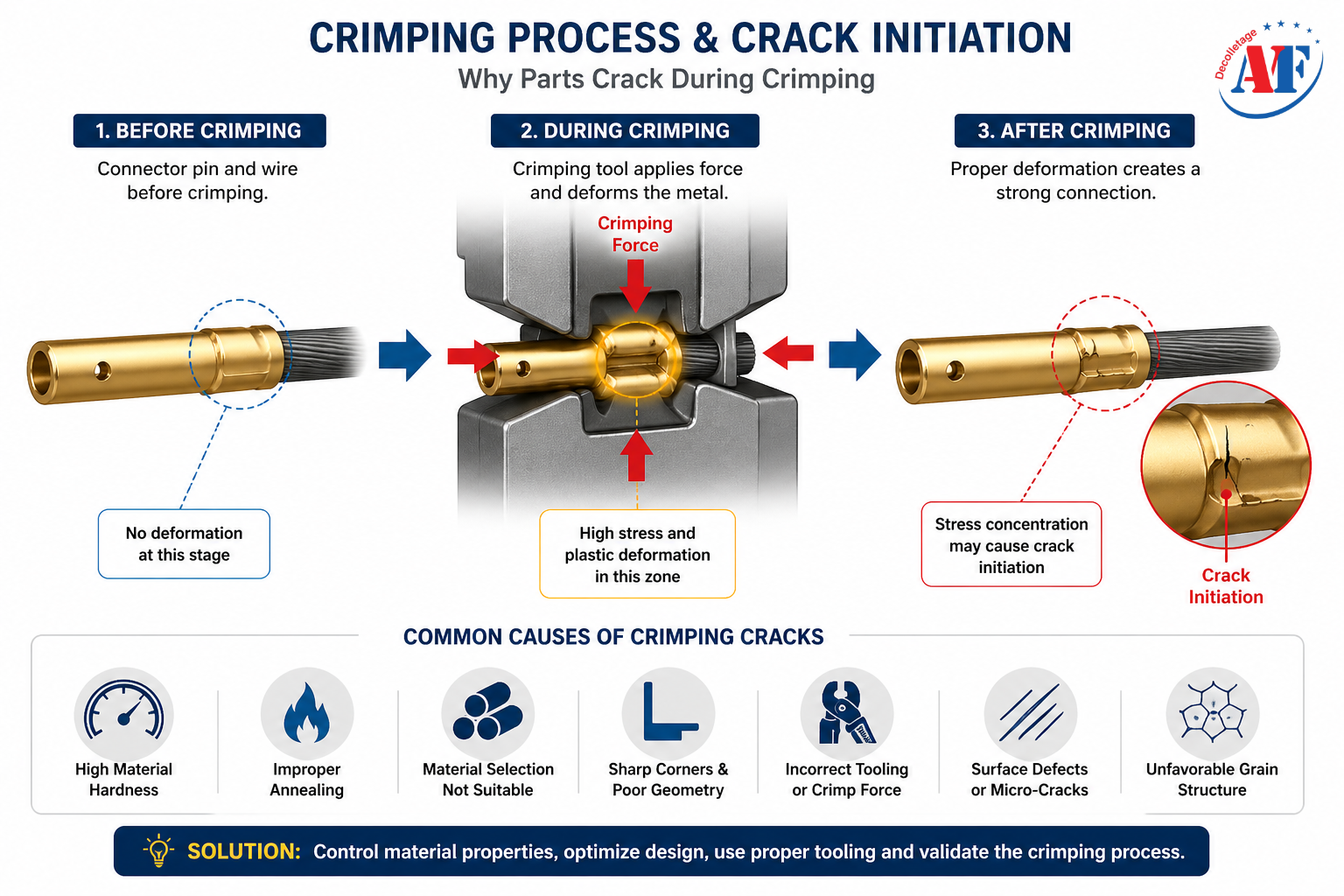
Understanding Crimping Mechanics
Before analyzing the root causes, it’s important to understand what happens during crimping.
Crimping applies localized compressive force to deform metal and secure a connection. This process involves:
- Plastic deformation
- Stress concentration
- Material flow under pressure
If the material cannot absorb this deformation energy, it fails — resulting in cracking during crimping.
👉 In simple terms:
If the material cannot deform → it will crack
7 Critical Causes of Cracking During Crimping
1️⃣ Material Hardness Is Too High
This is the most common cause of cracking during crimping.
If the material is too hard, it loses ductility — meaning it cannot deform without breaking.
🔍 What Happens:
- Stress builds rapidly
- Material fractures instead of deforming
📊 Example:
For brass components:
- HRB 68–78 → acceptable
- Above this → high risk of cracking
⚠️ Root Causes:
- Poor annealing control
- Material batch variation
- Incorrect heat treatment
✅ Solution:
- Control hardness tightly
- Perform incoming inspection
- Validate material before production
👉 Material behavior during deformation is critical
2️⃣ Improper Annealing Process
Annealing directly affects ductility.
🔍 Role of Annealing:
- Reduces hardness
- Improves flexibility
- Relieves internal stress
⚠️ Problems:
- Under-annealed → too hard
- Over-annealed → too soft
- Uneven annealing → inconsistent performance
📊 Real Impact:
Parts from the same batch may:
- Pass → some
- Crack → others
✅ Solution:
- Control temperature zones
- Maintain consistent process time
- Validate annealing parameters
👉 Preventing cracking during crimping often starts with proper heat treatment control.
3️⃣ Incorrect Material Selection
Not all materials behave the same during crimping.
🔍 Key Factors:
- Elongation (%)
- Grain structure
- Alloy composition
📌 Example:
- C36000 → good machinability, moderate crimping
- C17300 → high strength, sensitive to cracking
- C54400 → different deformation behavior
⚠️ Common Mistake:
Choosing material for machining — not forming performance
✅ Solution:
- Match material to application
- Consider ductility requirements
- Test crimp performance early
4️⃣ Poor Geometry Design
Design plays a major role in cracking during crimping.
🔍 High-Risk Features:
- Sharp internal corners
- Thin walls
- Sudden diameter changes
- Deep slots
These create stress concentration points
⚠️ Result:
Cracks initiate at weak locations
📐 Example:
- Sharp corner → stress concentration
- Radius → stress distribution
✅ Solution:
- Add fillets
- Increase wall thickness
- Optimize crimp zone
5️⃣ Crimping Tool and Setup Issues
Even perfect parts can fail with incorrect tooling.
🔍 Key Factors:
- Crimping force
- Tool alignment
- Die condition
⚠️ Problems:
- Excess force → over-deformation
- Misalignment → uneven stress
- Worn tools → inconsistency
📊 Real Case:
Different machines produce different results
✅ Solution:
- Validate tool settings
- Standardize crimp process
- Maintain tooling regularly
6️⃣ Surface Defects and Micro-Cracks
Sometimes, the issue starts before crimping.
🔍 Causes:
- Machining marks
- Burrs
- Micro-cracks
These act as crack initiation points
⚠️ During Crimping:
Cracks propagate rapidly
✅ Solution:
- Improve surface finish
- Deburr properly
- Inspect before crimping
7️⃣ Grain Structure and Material Direction
Material structure affects performance.
🔍 Insight:
Metals have grain orientation
⚠️ Problem:
Weak grain direction → higher crack risk
✅ Solution:
- Use high-quality suppliers
- Validate material structure
- Test performance
👉 GD&T and material control standards help define part performance (source:
https://www.asme.org/codes-standards)
How to Prevent Cracking During Crimping
Crimping failures are rarely caused by a single factor.
They result from a combination of:
- Material
- Design
- Process
- Tooling
✔ Best Practices:
- Control material hardness
- Optimize annealing
- Improve design geometry
- Standardize tooling
- Perform validation testing
At AVF Decolletage, we apply a system-level approach to eliminate cracking during crimping.
Conclusion
Cracking during crimping is not random — it is a predictable result of material behavior, design decisions, and process control.
By understanding the root causes, manufacturers can:
- Reduce scrap
- Improve reliability
- Increase production efficiency
At AVF Decolletage, we combine engineering knowledge with real-world production experience to solve these challenges.
Because in precision machining, quality is not inspected — it is built into the process.
👉 Learn more: https://avfdecolletage.com/
Frequently Asked Questions (FAQ)
Q1: What is the main cause of cracking during crimping?
Material hardness being too high is the most common cause.
Q2: Can machining affect crimping performance?
Yes, surface defects can lead to cracking.
Q3: Is annealing always required?
Often yes, especially for ductility.
Q4: Can design changes fix the issue?
Yes, geometry optimization is highly effective.
Q5: How does AVF Decolletage handle this?
Through material control, process optimization, and testing.